|
|||||||||||||||||||||||||||||
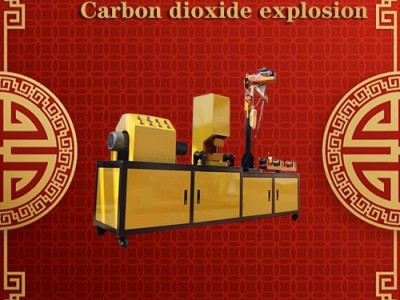
爆破用二氧化碳爆破設備方法,132.7330.8303二氧化碳爆破將整體加工變成分段機加工,將合金鋼棒料鍛打沖孔,形成符合需求尺寸的三個管狀結構,分別對三個鋼管進行管外表面,端面,管內孔的機械加工以達到精度要求使用螺紋和焊接的方式重新連接各分段的方法,可以解決機加工過程中零件尺寸偏大造成的加工困難,同時用螺紋和焊接的連接加固方法,也能地解決壓力容積的連接強度問題,保證產品質量,減少對機加工設備、機加工夾具、刀具的加工要求,提高連接的緊密蕾和強度,生產效率提高,滿足產品質量要求。
1 .一種爆破用二氧化碳爆破設備方法,其特征在于,具體的方法步驟如下:(1)選料鍛造:選取合金鋼為材料,在溫度為1400℃-1600℃的條件下加熱后,通過鑄造機進行鍛打,通過鑄造機截成每段長1 .4-1 .5m的長度,并將中心進行沖孔,壁厚度為21mm23mm,鑄造成短鋼管備用;(2)檢測:通過壓力機,對鋼管外表面、端面和管內孔面進行壓力檢測,緊接著通過厚度測量機對管體的內壁和長度進行檢測,確保鋼管的準確程度;(3)螺紋加工:取三段鋼管,將中段鋼管兩端進行長40-45mm的外螺紋加工,對其中作為左右兩段的鋼管的相對應端進行長40-45mm的內螺紋加工;(4)螺紋組裝:取三段鋼管,將中段鋼管兩端進行長40-45mm的外螺紋加工,對其中作為左右兩段的鋼管的相對應端進行長40-45mm的內螺紋加工,將左右兩段與中段通過螺紋旋緊,形成長管;(5)環縫焊接:用焊接方法將螺旋縫焊接牢固,焊前預熱,焊后高溫回火熱。
2 .選料鍛造步驟中,選取合金鋼為材料,在溫度為0℃的條件下加熱后,通過鑄造機進行鍛打,通過鑄造機截成每段長1 .5m的長度,并將中心進行沖孔,壁厚度為22mm,鑄造成短鋼管備用。
3 .螺紋加工步驟中,取三段鋼管,將中段鋼管兩端進行長40mm的外螺紋加工,對其中作為左右兩段的鋼管的相對應端進行長40mm的內螺紋加工。
 您還沒有登錄,請登錄后查看詳情
您還沒有登錄,請登錄后查看詳情 發布供求信息 發布供求信息 |
 推廣企業產品 推廣企業產品 |
 建立企業商鋪 建立企業商鋪 |
 在線洽談生意 在線洽談生意 |